冲压件卷圆模具设计(冲压模卷圆模怎么做)
导语:【精致文章】冲压模具设计丨卷圆设计标准及米仔结构设计标准!
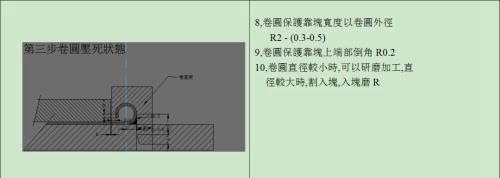
卷圆结构
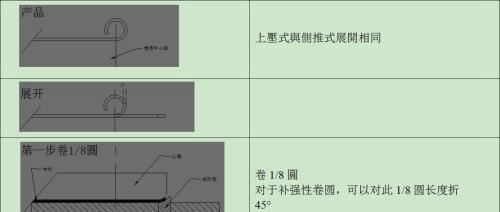
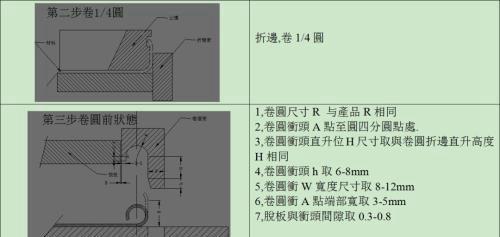
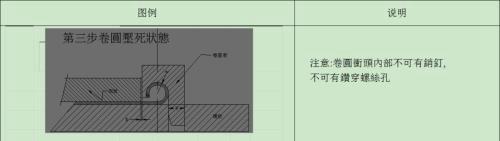
对于卷圆,a 卷圆部分有衝孔. b 卷圆要求精度较高,材料较薄,0.2mm以.
下可卷圆保持靠塊.见下图

米仔结构
常见的凸点形式分为三种:凸米,半拔(定位凸点),圆凸点(接触凸点)
凸米的设计标准
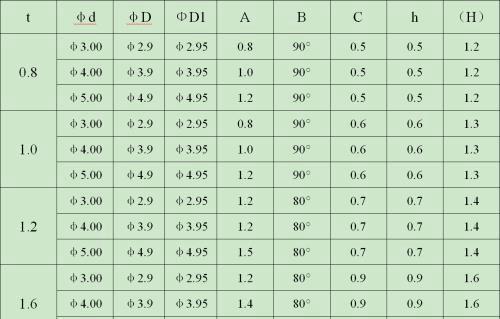
4.1.1凸米的形式及参数:凸米按产品凸出直身位高度不同分为两种,具体见下表:
《米位规格表1》(凸米直身高度为大于0.5t)
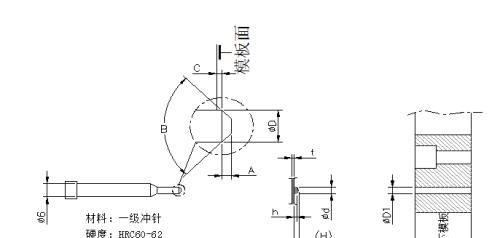
米位规格表
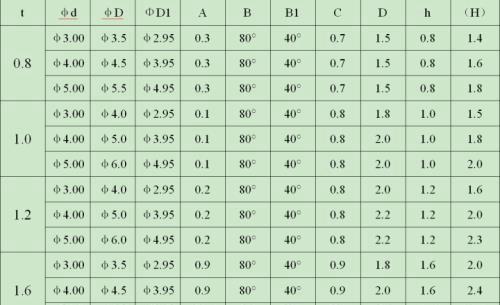
《米位规格表2》(凸米直身高度等于材料厚度t)
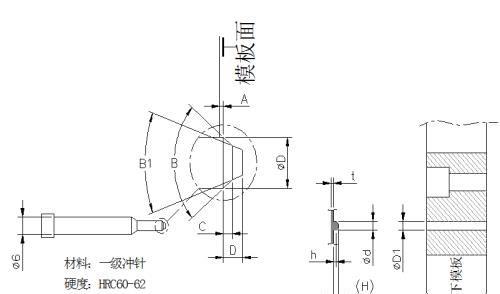
米位规格表2
打凸米时,模腔必须做镶件,并尽量做快换形式,镶件内孔必须割一修二
打凸米冲头一般情况下不得小于∮6,用一级冲针来研磨加工。
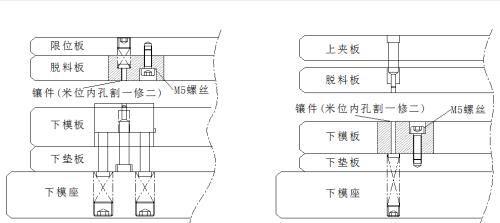
打凸米的结构
向上打凸米和向下打凸米
半拔(定位凸点)设计标准
在模具设计时,通常采用冲孔的形式来作,冲头的高度以冲下材料(0.85~0.9)T为准,防材料被冲穿,脱料装置与抽牙脱料一致。
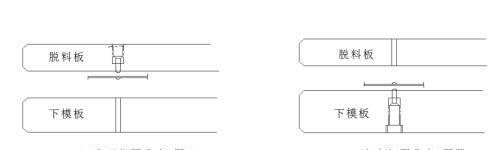
定位凸点可分向上及向下打凸两种形式
1) 向上打凸点,如图(一)
凸点冲头直接固定在下模板内,上模采用脱料装置保证顺利脱料。下模脱料也可采用浮块形式,具体做法可参照向上打凸米结构。
2) 向下打凸点,如图(二)
凸点冲头固定于脱料板或夹板上,视要求合理选择固定方式,如无法判断,请示上级主管。

接触凸点设计标准
对一些直径较小,高度不高的凸点,设计时可将凸点冲头与下模孔一致,不放间隙,凸点高度由冲头球面来控制。
对于凸点直径较大,也有一定高度的凸点,为了使凸点外观完美,凸点冲头可直接取产品图中的凸点内部尺寸,模板孔则以凸点外形尺寸。
为了方便调整凸点尺寸,将凸点冲头的实际尺寸取值比凸点内部尺寸单边大0.1mm,模板孔的实际尺寸取值比凸点外部尺寸单边小0.1mm。
接触凸点也可分向上及向下两类:
1) 向下打凸点,如图(三)
凸点直径≤φ2.0时,冲头直接固定在脱料板内,附近加脱料顶针。
凸点直径>φ2.0时,冲头应固定在夹板内
2) 向上打凸点,如图(四)
凸点冲头直接固定在下模板内,附近加脱料顶针。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小彤创作整理编辑!