铸钢件消失模增碳(消失模铸造缺陷的种类和原因)
导语:冷知识:消失模铸造铸钢碳缺陷的形成
用消失模铸造工艺生产铸钢件,其碳含量会增高或表面产生碳缺陷,比铸件含碳量的要求要高,称为增碳或渗碳缺陷。
常见情况
ZG25(含碳量<0.25%的低碳钢中)渗碳为多,ZG45~ZG60(含碳量>0.25%~0.60%的中碳钢)渗碳为少,ZG60以上(含碳量>0.60%的高碳钢)渗碳就很少。表面渗碳层深度为0.1~3㎜,渗碳量为0.01%~0.1%不等。整体渗碳,渗碳量0.01%~0.05%不等。表面渗碳往往很不均匀,从而使表面硬度产生差异,甚至基体组织也不同。随着增碳量的增多,表面扩大,随之珠光体也增加,使铸件加工性能、力学性能变差,影响铸件的表面质量,甚至使用性能。
碳缺陷形成机理及原因
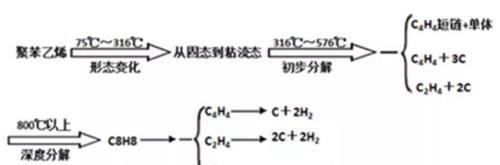
浇注过程中,泡沫塑料模在高温钢液的作用下发生分解、裂解,其产物又与钢液作用,同时在涂料和干型砂的作用下是一个复杂的物理化学冶金反应过程,从而形成渗碳(增碳)。以泡塑模浇注时裂解为例,聚苯乙烯分解过程如图1所示。
图1 聚苯乙烯分解示意图
据资料称,泡塑模内的碳最终在铸件产生碳缺陷主要有两种途径:
聚苯乙烯的化学式为(C8H8)n,高温下裂解以后的产物是C2H4、CH4、H2,裂解后产物碳氢比为1:2~1:4,这里面就含有一定的碳单质;
当温度高于800 ℃时,短链苯乙烯和前期热解产生的小分子气体会再次热解,分子链断开,生成氢气和碳黑。这两种方式产生的炭黑,大部分在抽真空时透过涂料层排出,一部分被涂层吸附;只有小部分进入金属液造成增碳,其余那部分残留在金属液表面就是人们看到的铸件表面皱皮、碳渣。
在铸钢件高温浇注温度>1 550 ℃作用下,泡塑模样快速地从固态向液态、气态转变,同时伴随着聚合物的裂解,从大分子向小分子转变,直至裂解为游离碳。
在裂解气化过程中,在消失模浇注负压的作用下,裂解产物不断通过涂料层逸出,但裂解为游离碳的部分以及部分焦油状物与液态泡沫由于不符合通过涂料层的条件,滞留在涂料层内侧,在浇注与冷凝过程中与钢液、铸件接触,当钢液含碳量较低时,分解产物中的碳扩散至铸件中造成渗碳、增碳。
本文内容由小岑整理编辑!