> 家居
二保焊下向焊技术(二保焊怎么立焊打底)
1、向下立焊 立焊时的主要运条方式有两种,一为直线式,气为摆动式。能够进行平板对接、丁字接和角接接头的焊接。 立焊时的关键在于保持熔池不流淌。由于保持熔池很难,而极易发生咬边、焊瘤、焊缝成形不均匀(熔深和熔宽)和焊道表面凹凸不平。 在向下立焊时,为了保持熔池,焊枪应斜向下指向熔池,并保持如图4-20所示的角度。电弧应始终对准熔池的前方,如图4-21a所示。
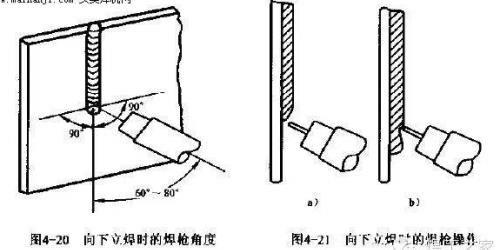
否则,一旦铁液流到电弧前方,便易发生焊瘤和焊不透,如图4-21b所示。这时应加速焊枪移动,并使焊枪前倾角增大,依靠电弧力把熔池金属推上去。


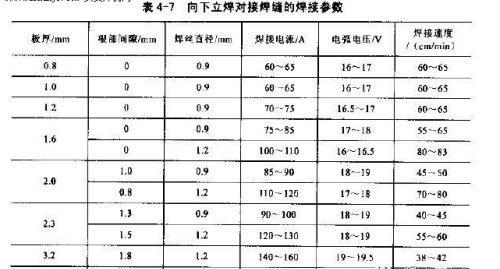
向下立焊主要使用细丝、短路过渡和较快的焊接速度,典型的焊接参数如表4-7所示。
立焊焊缝与开坡口的对接焊缝在向下立焊的情况下有相似之处,该法用于厚度在6mm以下的薄板,焊接电流不得过大,当电流大于200A时,熔池金属将流失。 为此除限制电流外,还应尽量降低电弧电压和提高焊速。向下立焊时通常焊枪不进行摆动,因为焊枪摆动时熔池难以保持,易引起铁液流失和未焊透。 如果需要较大的熔宽时,应采用多层焊。值得指出的是向下立焊的焊缝成形美观、熔深浅,易产生未焊透和焊瘤。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请与我联系,一经查实立刻删除内容。本文内容由快快网络小楠创作整理编辑!