焊接接头及其几何形状检验你是不是老司机的(焊接接头的几种形式)
导语:焊接接头及其几何形状,检验你是不是老司机的时候到了
焊接接头形式
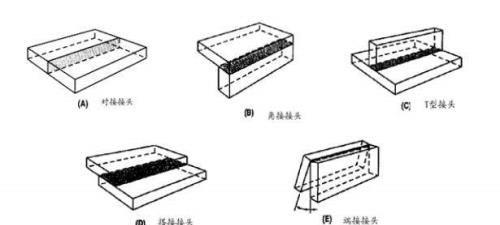
焊接接头共有五种形式,对接,角接,T形,搭接和端接接头
焊接接头主要术语
接头根部(joint root)—被焊接头彼此最靠近的部分
坡口面(groove face)—焊件的坡口内的表面
钝边(root face)—坡口面中靠近接头根部的部分
底缘(root edge)—宽度为零时的钝边
根部间隙(root opening)—焊件根部间的距离
坡口面角度(bevel angle)—焊件的斜切面与焊件平面垂线之间的角度
坡口角度(groove angle)—焊件坡口之间的角度
焊缝类型
1、坡口焊缝
坡口焊缝定义为“在焊件之间的坡口中形成的焊缝”,坡口焊缝有八种类型:
(1)直边坡口;(2)斜坡口;(3)V型坡口;(4)单边坡口;(5)U型坡口;(6)J型坡口;(7)V型喇叭坡口;(8)单边喇叭型坡口
2、角焊缝
在搭接,T形,角接接头中连接两个近似为直角的两个面,而形成的截面近似为三角形的焊缝;角焊缝通常为单边或双边的焊缝,它可能由单道焊或多道焊组成。
3、塞焊缝及槽焊缝
用于连接搭接组件的两种类型的焊缝是塞焊和槽焊。塞焊是在接头的一个元件上开圆孔通过焊接与另一组件熔合的焊接方式。槽焊则是在接头的一组件上开椭圆孔通过焊接与另一组件熔合的焊接方式。
4、螺拄焊缝
在电弧螺柱焊中最常用的螺柱材料为低碳钢,不锈钢和铝材。
5、点焊缝或凸焊缝
点焊是在叠加的组件之间或之上形成的,它的结合点有可能起始于结合面,也可能起始于某一组件的外表面;凸焊采用电阻焊方法,凸焊缝是通过电流的电阻产生的热量成型的,焊缝成型在预定的凸出点,浮凸或相交点上。
6、缝焊缝
缝焊是在重叠组件之间或之上成型的连续焊缝,它的接合起始于组件的结合面,也能产生在其中一组件外表面。
7、封底焊缝及打底焊缝
背面焊缝是焊在坡口焊背面的焊缝。封底焊缝是先焊的焊缝。背面焊缝的焊接顺序为先焊完正面,再焊背面。封底焊缝的焊接顺序为先焊封底焊缝然后焊完正面的焊缝。
8、堆焊缝
将焊缝焊在直接作为接头的平面上,以获取所期望的性能及尺寸。
9、端接焊缝
端接焊缝是在端接接头中,如卷边对接接头,或卷边角接接头中的焊件沿着整个厚度方向都将熔透所得到的焊缝。
完工坡口焊缝主要术语
焊缝表面--焊缝在施焊面的表面暴露部分
焊趾--焊缝表面与母材的交界处
焊根--焊趾的反面为焊根
焊根表面--施焊面的背面焊缝表面暴露部分
表面加强高--坡口端施焊面的余高
背面加强高--施焊面的反面的加强高。
注:背面加强高是仅对单面坡口而言的,仅能用于单面施焊情况 ,当从双面施焊时,表面加强高指双面的加强高。
完工角焊缝主要术语
针对坡口焊缝,角焊缝的表面称为焊缝表面。 焊缝表面与母材的交界处称为焊趾。最大的熔深处称为焊根。“从接头根部起始位置到角焊缝焊趾的距离”称为焊脚。角焊缝的另三个尺寸特征是其凹凸度及焊喉。凹凸度是焊缝表面的曲率。焊喉是焊缝剖面的(最大内切等腰直角三角形的直角顶到斜边的距离)长度。
熔合及焊透术语
熔合面—焊接前的坡口面
熔合线—焊材和母材的界面
熔深—熔合面到熔合线的距离
热影响区—母材中未被溶化,但力学性能和微观组织由于受到焊接,硬钎焊,软钎焊或热切割传递的热能的影响,产生变化的部分。
本文内容由快快网络小莉创作整理编辑!