g73封闭循环加工命令是什么(封闭切削循环g73的编程方式)
导语:G73封闭循环加工命令
G73U_W_R_;
G73P_Q_U_W_F_;
编程过程如下:
G0X_Z_;(定位)
G73U_W_R_;
G73P_Q_U_W_F_;
N(ns)G0Z_;
......
......
......
N(nf)
G0X_Z_;
M30;
U—X方向的加工余量(也是X向的退刀量);
W—Z方向的加工余量(也是Z向的退刀量);
R—切削次数;
P—精加工路线起刀点的程序段号N(ns);
Q—精加工路线结束时的程序段号N(nf);
U W—第二行里的U跟W是精加工留的余量(U为直径方向,车外形是为正内孔是为负;W为长度方向所留余量);
F—走刀速度;
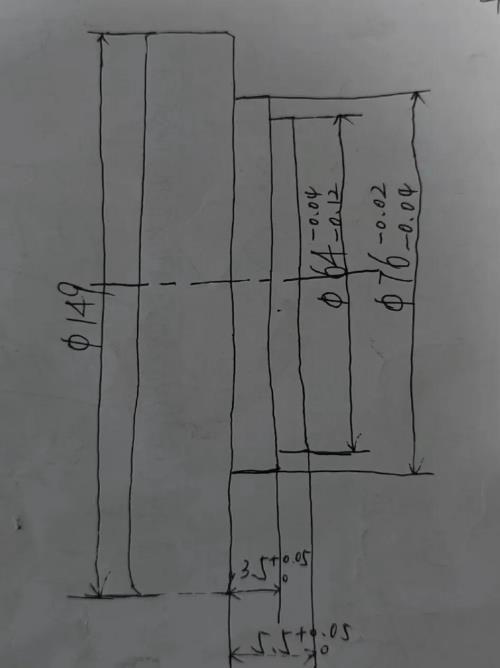
实际编程图纸如下:零件粗加工直径方向留2mm端面留0.5mm。
程序如下:
O0001;
G97S500M03;
T0101;
M08;
G0X155Z5;(快速定位)
G99G01X149Z2;(以G01形式定位防止撞机)
G73U1W0.7R5;(U1表示X向的加工余量为1W0.7为Z向的加工余量R5为加工次数)
G73P1Q2U0.4W0.05F0.2;(U0.4为X向的精加工余量W0.05为Z向的精加工余量)
N1G0X63.4;
G01Z0F0.1;
X64C0.3;
Z-2;
X76C0.3;
Z-5.52;
X148.95C0.4;
Z-11;
X150;
N2G0Z1;
X250Z250;
……………
总结G73仿型加工循环它的走刀路线是沿着零件的轮廓加工,因此不适用于零件的粗加工(空走刀太多)只适用于锻件.粗加工之后的零件加工。为了避免走刀是尽可能的减少空走刀零件定位是外圆定位到图纸加工尺寸的最大值,内孔定位到图纸加工尺寸的最小值。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小琪创作整理编辑!