熔化极气体保护焊的熔滴过渡形式有哪些(熔化极气体保护焊的熔滴过渡形式包括)
导语:熔化极气体保护焊的熔滴过渡形式

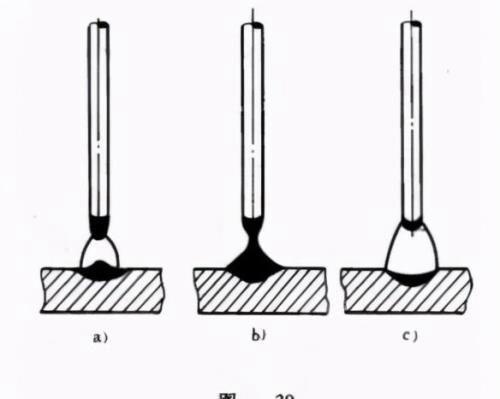
1、短路过渡
短路过渡主要用于直径小于1.6mm的细丝CO2气体保护焊或混合气体保护焊,采用低电压,小电流的焊接工艺。由于电压低,电弧较短,熔滴尚未长大成熔滴时即与熔池接触而形成短路液体过程,在向熔池方向的表面张力及电磁收缩力的作用下,熔滴金属过渡到熔池中去,这样的过渡形式称为短路过渡。这种过渡电弧稳定,飞溅较小,熔滴过渡频率高,焊缝成形良好,广泛用于薄板结构、根部打底焊及全位置焊接。
短路过渡是燃弧、短路交替进行。短路过渡一般采用细丝,焊接电流密度大,焊接速度快,故对焊件热输入低,而且电弧短,加热集中,可减小焊接热影响区宽度和焊件变形。如果焊接参数不当或者焊接电源动特性不佳时,短路过渡将伴随着大量的金属飞溅,过渡过程的稳定性破坏,不但影响焊接质量,而且浪费焊接材料,恶化劳动条件。
2、滴状过渡
滴状过渡时电弧电压较高,由于焊接参数及材料的不同又分为粗滴过渡(大颗粒过渡)及细滴过渡(细颗粒过渡)。
1)粗滴过渡 电流较小而电弧电压较高时,因弧长较长,熔滴与熔池不发生短路,焊丝末端便形成较大的熔滴。当熔滴长大到一定程度后,重力克服表面张力使熔滴脱落。这种过渡方式由于熔滴大,形成的时间长,影响电弧的稳定性,焊缝成型粗糙,飞溅较大,在生产中基本不采用。粗滴过渡形式如图1所示:

2)细滴过渡 电流比较大时,电磁收缩力较大,熔滴表面张力减小,熔滴细化,这些都促使熔滴过渡,并使熔滴过渡频率增加。这种过渡形式称为细滴过渡,因为飞溅少,电弧稳定,焊缝成型良好,在生产中被广泛应用。细滴过渡形式如图2所示:
3、射流过渡
射流过渡 是喷射过渡中最富有代表性的且用途广泛的一种过渡形式。
获得射流过渡的条件是采用纯氩气或富氩气体保护,大电压,还必须使焊接电流大于临界值。射流过渡电弧稳定,飞溅极少,焊缝成形质量好。由于电弧稳定,对保护气流的扰动作用小,故保护效果好。射流过渡电弧功率大,热流集中,对焊件的熔透能力强。而且过渡的熔滴沿电弧轴线高速流向熔池,使焊缝中心部位熔深明显增大而呈指状熔深。
气体介质对射流过渡的影响:
不同的气体介质对电弧电场强度的影响不同。在Ar气保护下弧柱电场强度较低,电弧弧根容易扩展,易形成射流过渡,临界电流值较低。当Ar气中加入CO2时,随着CO2比例增加临界电流值增大。若CO2的比例超过30%时,则不能形成射流过渡,这是由于CO2气体解离吸热对电弧的冷却作用较强,使电弧收缩,电场强度提高,电弧不易扩展所致。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小媛创作整理编辑!