> 房产
激光焊接工艺参数有哪些(激光焊接技术参数)
导语:激光焊接工艺参数-速度篇
焊接速度往往影响到焊缝单位时间内接受的能量,从而影响焊缝的熔深熔宽,以及外观,下面简单介绍焊接速度对焊缝质量的影响规律,以为工艺调试提供参考。
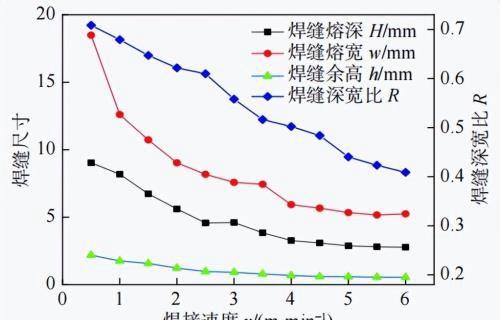
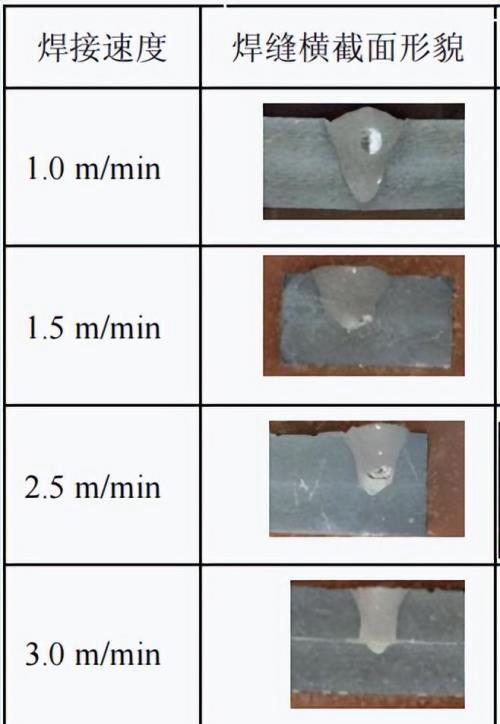
速度主要对熔深熔宽有影响,主要和线能量密度有关,一般来说:随着激光焊接速度的提高,熔合区面积和宽度减小,可以理解为激光焊接速度提高,导致激光在焊件表面停留时间减小,激光停留时间短,热传导区域减小,焊缝熔合区和热影响区面积减小。
其次就是影响焊缝外观,容易出现“V型”鱼鳞纹,焊缝表面粗糙不平,且有颜色,焊缝余高较小甚至无余高,不饱满。
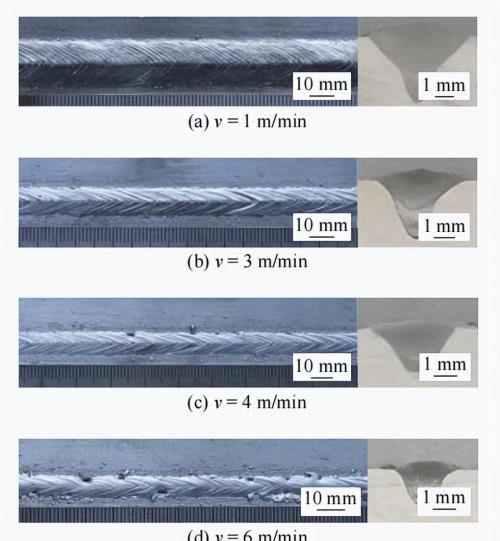
速度选择不当会导致的缺陷:激光焊接是一个连续的熔化和凝固过程,当焊接速度增加时,液体金属的冷却速度也增加,液体金属凝固加速,难以铺展,会形成驼峰缺陷,驼峰会随着焊接速度的提高而增加,也变相的限制了焊接速度。

驼峰解决思路:
1、采用小芯径的激光器或者通过准直聚焦头的选择减小光斑大小,使得能量集中一点,机理如下:具有较小光斑直径的激光能够缩短激光热源与液态金属流动汇聚点的距离,有利于液体金属铺展并抑制驼峰的发生;
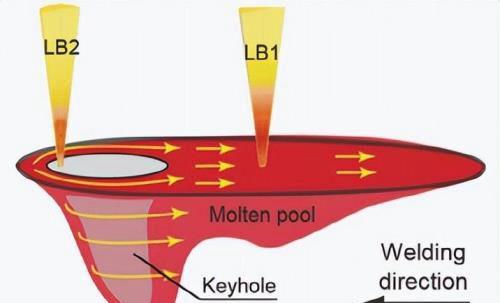
2、采用一前一后的双光束激光方法、或者采用环形光斑、多波长光纤半导体复合焊接,可以大幅度提高不产生驼峰的最高焊接速度可,大概比单束激光速度上提升40%以上。这种方法一般两束激光一个负责预热和后处理,一个负责熔深,使得匙孔周围液态金属的冷却速率降低,温度梯度缓降,减小了匙孔周围液态金属的表面张力,增加了液态金属的铺展能力,从而抑制驼峰的发生。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小璎创作整理编辑!